Is a $50 Roller Costing You $50,000 in Lost Productivity?
Many fabrication shops are losing hundreds of hours and thousands of dollars annually because of a lack of awareness about a simple technical detail: matching the right roller to the wire type.
10/16/20254 min read
If you’re managing fabrication projects or overseeing welding operations, you already know that downtime is expensive. What you might not realize is that one of the most overlooked causes of wire feeding failures, arc instability, and costly rework isn’t your welder’s skill level or the quality of your consumables—it’s the type of drive roller installed in your wire feeder.
Despite being a small component, using the wrong roller type can cascade into serious operational costs: unplanned downtime, missed deadlines, increased scrap rates, and frustrated teams spending hours troubleshooting issues that shouldn’t exist in the first place.
The reality? Many fabrication shops are losing hundreds of hours and thousands of dollars annually because of a lack of awareness about a simple technical detail: matching the right roller to the wire type.
The Three Roller Types You Need to Know
There are three primary drive roller types used in welding operations, and each is engineered for a specific wire structure. Understanding this distinction is fundamental to operational efficiency.
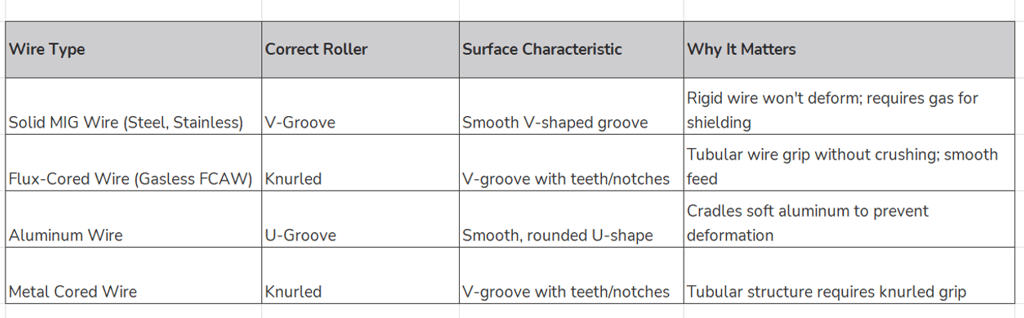
1. V-Groove Rollers: Standard for Solid Wires (MIG/GMAW)
V-groove rollers feature a smooth, V-shaped groove, literally shaped like the letter "V"—designed to grip solid wires such as MIG steel wire, stainless steel, and copper-coated carbon steel wires.
Why they work: Solid wires have a rigid, consistent structure. The V-groove provides firm, controlled contact without damaging the wire’s copper coating, maintaining electrical conductivity and preventing liner contamination.
Key operational benefit: Solid wire requires gas for shielding and feeds reliably through V-groove rollers without risk of deformation.
2. Knurled Rollers: Mandatory for Flux-Cored Wire (Gasless FCAW)
Knurled rollers feature a V-groove with teeth, a textured, tooth-like surface with raised ridges that dig into the wire surface.
Why they’re essential: Flux-cored wires are tubular, a metal sheath filled with flux powder. This softer structure is prone to deformation. The teeth on knurled rollers grip the wire without requiring excessive tension, preserving its shape and preventing feeding inconsistencies, arc instability, porosity, and birdnesting.
Key operational benefit: Knurled rollers allow you to keep tension down while maintaining positive wire feed, ensuring smooth performance even over long cable runs.
3. U-Groove Rollers: Designed for Aluminum Wire
U-groove rollers feature a smooth, rounded U-shaped groove that cradles the wire rather than gripping it tightly.
Why they’re essential for aluminum: Aluminum wire is very soft and easily deforms. A U-groove roller cradles the aluminum, keeping it round and feeding smoothly without distortion.
Key operational benefit: Prevents wire deformation in soft materials like aluminum, ensuring consistent feeding in aerospace, automotive, and aluminum-fabrication applications.
The Hidden Cost of Using the Wrong Roller
When project managers fail to specify or verify the correct roller type, the operational impact is immediate and measurable. Here’s what it costs:
1. Unplanned Downtime and Lost Productivity
Wire feeding issues—stuttering, jamming, birdnesting, and burnback, can bring welding operations to a standstill. Troubleshooting these issues often takes hours per day in high-volume operations, directly impacting throughput and project timelines. If a welding operator earns $30/hour and spends just two hours daily troubleshooting, that’s $15,600 in lost labor annually per welder.
2. Increased Rework and Scrap Rates
Using V-groove rollers on flux-cored wire crushes and distorts the wire, causing erratic arc behavior, inconsistent penetration, porosity, and incomplete fusion. These defects require rework or result in scrap, both drive up material costs and delay project completion. A 5% scrap rate on a $100,000 material spend equals $5,000 wasted material, plus labor to redo the work.
3. Accelerated Consumable Wear
Incorrectly fed wire damages liners, contact tips, and nozzles at an accelerated rate. Premature consumable replacement increases operating expenses and contributes to further downtime during changeovers. Replacing a liner that should last six months every two months can add $500–$1,500 annually per welding station.
4. Project Delays and Missed Deadlines
In industries like shipbuilding, heavy machinery fabrication, structural steel, and infrastructure, delays have cascading financial consequences—from contract penalties to reputational damage. A single day of delay on a large fabrication project can cost $10,000–$50,000+ depending on project scope and penalty clauses.
Decision Matrix: Which Roller Should You Use?
Key Reminder: The right size wire must match the right size groove on the right roller. Most machines include V-groove and knurled rollers; U-groove rollers are optional extras.
Implementation Checklist for Operations Managers
Audit Current Roller Inventory
• Verify knurled rollers are stocked and used for flux-cored wire.
• Ensure V-groove rollers are used exclusively with solid MIG wire.
• Confirm U-groove rollers are available for aluminum welding.
Standardize Procurement Specifications
• Update purchase orders to specify roller type based on wire.
• Partner with Ultramet Welds to ensure correct roller recommendations.
• Keep spare rollers for quick changeovers.
Train Welding and Maintenance Teams
• Educate operators on the three roller types and consequences of misuse.
• Create visual aids showing V-groove, knurled, and U-groove rollers.
• Implement labeling systems to prevent changeover errors.
Verify Machine Setup Before Projects
• Check for the correct roller installed before welding.
• Match wire diameter to groove size marked on the roller.
• Set proper drive roll tension—knurled rollers require less tension.
Monitor and Measure Performance
• Track wire feeding issues, rework rates, and consumable replacement frequency.
• Benchmark performance before and after implementing correct roller use.
Common Mistakes to Avoid
• Using V-groove rollers on flux-cored wire
• Using knurled rollers on solid MIG wire
• Using V-groove or knurled rollers on aluminum
• Over-tightening tension on knurled rollers
• Failing to check roller type during wire changes
The Ultramet Welds Commitment
At Ultramet Welds, we equip customers with the technical knowledge to maximize productivity, reduce costs, and deliver superior welding outcomes. We provide:
• Technical consultations for optimal consumables and setups
• Roller selection guidance for your wire types
• On-site training to eliminate errors
• Comprehensive support from procurement to execution
Every detail matters—and the difference between success and setback can be as small as choosing the right roller.
Have questions or need technical support? Contact us today.







Registered Office
17, Chiman Bagh,
Subhash Marg
Indore (M.P) 452007
India
info@ultrametwelds.com
www.ultrametwelds.com
Plant
D4, Tejas Industrial Park,
Nemawar Road,
Indore (M.P) 452016
India
image from pngtree.com
mig welding wire manufacturer saw flux manufacturer india stainless steel welding wire welding wire suppliers co2 welding wire manufacturers wire welding with argon gas welding manufacturing companies mig welding wire mig wire supplier flux cored wire manufacturerhardfacing welding wirewelding stainless steel with flux core wireflux cored wire suppliersflux cored stainless mig wireflux cored wire manufacturer in indiaflux cored wire manufacturershardfacing welding wirehardfacing flux cored wire
Copyright ©2026 Ultramet Welds Pvt Ltd. All Rights Reserved